электрический сварной запорный клапан
В последнее время наблюдается повышенный интерес к электрическим сварочным запорным клапанам. Казалось бы, что сложного – клапан, электрический привод, сварочное соединение. Но на практике все гораздо интереснее. Часто встречаю ситуации, когда заказчики не до конца понимают нюансы выбора и монтажа таких устройств, что приводит к проблемам в дальнейшем. Хочу поделиться своим опытом, возможно, кто-то найдет что-то полезное. Не обещаю идеальной структуры и отшлифованных фраз – просто мысли, собранные на ходу, как обычно бывает.
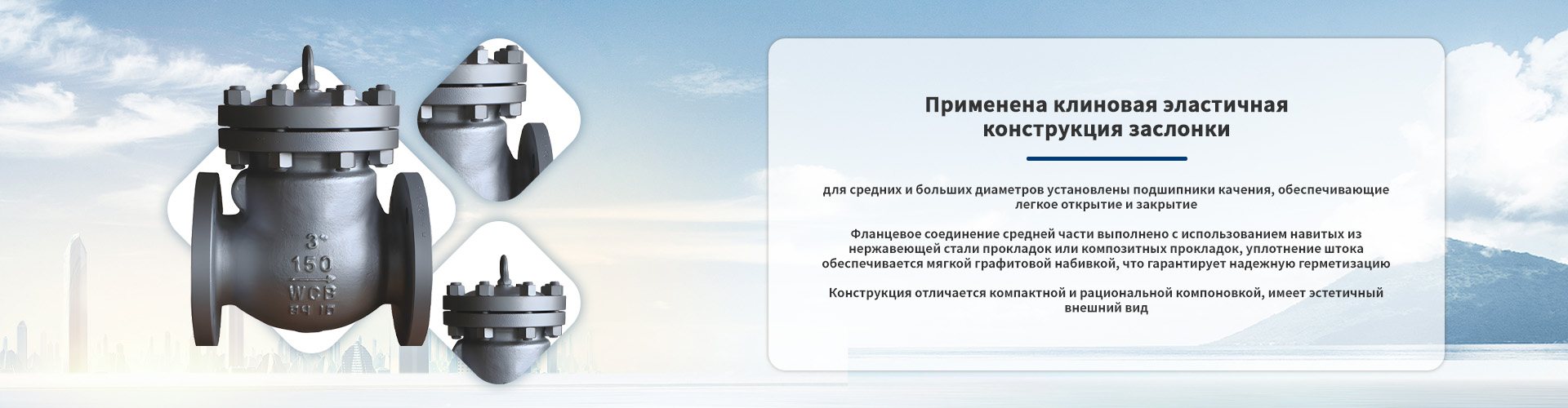
Что такое электрический сварочный запорный клапан и зачем он нужен?
Итак, давайте разберемся с базой. Электрический сварочный запорный клапан – это устройство, предназначенное для автоматического перекрытия потока в трубопроводе с использованием электрического привода. Причем, ключевое отличие от обычных клапанов – необходимость использования сварочных соединений для герметизации. Это особенно важно при работе с агрессивными средами, высокими температурами или давящими потоками, где традиционные фланцевые соединения могут быть неэффективны или нецелесообразны. И вот тут на сцену выходит автоматизация – позволяет дистанционно и точно управлять потоком, а это уже значительно повышает эффективность и безопасность процессов.
Использовать такие клапаны начинают в самых разных областях: нефтепереработка, химическая промышленность, энергетика, водоснабжение и канализация. Например, в нефтепереработке они часто применяются для контроля потока сырой нефти, бензина, дизельного топлива. В химической промышленности – для регулирования потока агрессивных химических веществ. Ну, и конечно, автоматизация, как всегда, в приоритете. Представьте себе масштабные предприятия – бесконечные линии, постоянные переключения, необходимость оперативного реагирования на изменения в производственном процессе. Без автоматических запорных устройств это просто невозможно.
Сварочные соединения: краеугольный камень надежности
Именно сварочные соединения – самая ответственная часть конструкции. Здесь важен выбор материала электродов, технологический процесс сварки, квалификация сварщика. Некачественная сварка – и вы имеете дело с утечками, разрушением клапана и потенциальной опасностью. В нашей практике были случаи, когда из-за плохой сварки клапан просто не выдерживал нагрузки и выходил из строя в самый неподходящий момент. Очень неприятно, скажу я вам.
Важно учитывать не только материал клапана, но и материал трубопровода. Несовместимость этих материалов может привести к коррозии и разрушению как клапана, так и трубопровода. Поэтому перед установкой необходимо тщательно изучить характеристики обоих материалов и подобрать соответствующие сварочные электроды и технологию сварки. Например, для работы с нержавеющей сталью используют специальные сварочные электроды, содержащие хромоникель.
Проблемы с электрическим приводом и их решение
Электрический привод – это еще один критически важный элемент. Он должен обеспечивать надежное и точное управление клапаном, а также выдерживать нагрузки и воздействие окружающей среды. Частые проблемы возникают из-за неправильной настройки привода, недостаточной мощности или некачественных контактов. Иногда приходится менять приводы, а это – дополнительные расходы и простои.
Наши специалисты всегда уделяют особое внимание выбору электрического привода. Мы сотрудничаем с несколькими производителями, предлагая широкий спектр моделей с различными характеристиками. При выборе привода учитываются следующие факторы: тип клапана, давление в трубопроводе, температура среды, требования к точности управления. Важно также учитывать наличие защиты от перегрузок, коротких замыканий и перегрева.
Опыт монтажа и обслуживания
Один из наиболее сложных случаев, с которыми мы сталкивались, был связан с установкой электрического сварочного запорного клапана в химическом цехе. Потоки были агрессивными, а требования к герметичности – очень высокими. Монтаж проводился в несколько этапов: подготовка трубопровода, сварка соединений, установка клапана, подключение электрического привода, настройка системы управления. Тщательный контроль качества был на каждом этапе.
В процессе эксплуатации, как и с любым другим оборудованием, требуется регулярное техническое обслуживание. Это включает в себя проверку состояния клапана, привода, электрических соединений, а также смазку подвижных частей. Мы рекомендуем проводить техническое обслуживание не реже одного раза в год, а при работе в тяжелых условиях – чаще. Это позволит избежать неприятных сюрпризов и продлить срок службы клапана.
Неудачные попытки и уроки, которые они преподали
Были и неудачные попытки. Помню, один раз заказчик решил сэкономить на материале клапана, выбрал более дешевый вариант. В итоге, клапан быстро вышел из строя, и пришлось его заменить. Этот случай показал, что экономия на качестве может обернуться гораздо большими расходами в будущем. Также, иногда встречаются ситуации, когда заказчики не уделяют должного внимания обучению персонала по эксплуатации и обслуживанию оборудования. Это также может привести к поломкам и простоям. Поэтому, в работе с электрическим сварочным запорным клапаном важен комплексный подход, включающий в себя правильный выбор оборудования, качественный монтаж и регулярное техническое обслуживание.
В заключение хочу сказать, что электрические сварочные запорные клапаны – это эффективное и надежное решение для автоматизации процессов в различных отраслях промышленности. Но для достижения максимальной эффективности и безопасности необходимо тщательно подходить к выбору оборудования, монтажу и обслуживанию. Надеюсь, мои наблюдения и опыт будут полезны тем, кто только начинает работать с этим типом клапанов. Если у вас возникнут какие-либо вопросы, обращайтесь, всегда рад поделиться информацией.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Электронный электрический клеточный регулирующий клапан
Электронный электрический клеточный регулирующий клапан -
 Фильтры
Фильтры -
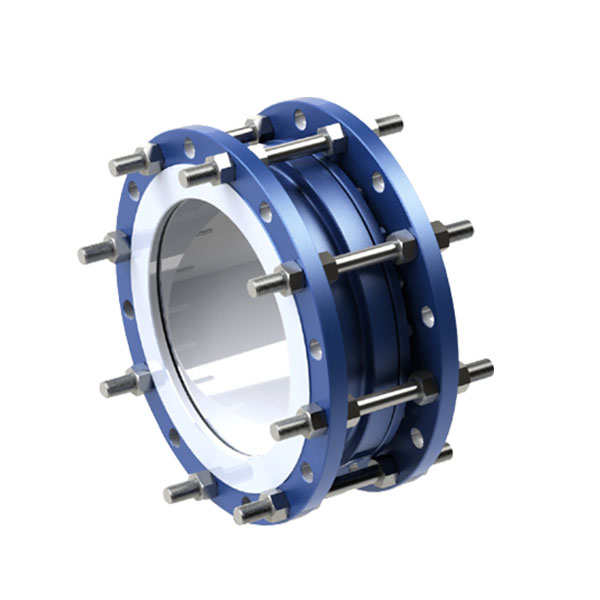 Двухфланцевый компенсационный силовой соединитель с свободной втулкой
Двухфланцевый компенсационный силовой соединитель с свободной втулкой -
 JM744X Гидравлический угловой быстрооткрывающийся клапан для выпуска бурового раствора
JM744X Гидравлический угловой быстрооткрывающийся клапан для выпуска бурового раствора -
 Трехсоставной шаровый кованый клапан
Трехсоставной шаровый кованый клапан -
 Балансировочные перепускные клапаны
Балансировочные перепускные клапаны -
 Кованый стальной задвижной клапан
Кованый стальной задвижной клапан -
 Резиновые мягкие соединения
Резиновые мягкие соединения -
 Трехсоставной шаровый кованый клапан
Трехсоставной шаровый кованый клапан -
 Фиксированный шаровой клапан
Фиксированный шаровой клапан -
 Обратные клапаны с медленным закрытием
Обратные клапаны с медленным закрытием -
 Чугунный обратный клапан по американскому стандарту
Чугунный обратный клапан по американскому стандарту
Связанный поиск
Связанный поиск- Пневматические задвижки
- Пневматический фланцевый поворотный клапан основные страны-покупатели
- Задвижки большого диаметра из китая
- Шаровые краны american standard из китая
- пилотный редукционный клапан
- Крупнейшие покупатели штекерных клапанов с мягким уплотнением типа ferrule
- Поставщики шиберных ножевых задвижек с приводом звездочки
- Поставщики 2-ходовых штекерных клапанов из нержавеющей стали с внутренними винтами
- Поставщики шаровых кранов из нержавеющей стали
- Пневматический угловой регулирующий клапан из китая
-


-
-


Публичный счет
